






Horizontalni strug je alatni stroj koji uglavnom koristi alat za okretanje za okretanje rotacionog radnog komada. Na strugu se za odgovarajuću obradu mogu koristiti i bušilice, razvrtači, razvrtači, slavine, matrice i alati za narezivanje.
Metoda koja se često koristi uCNC horizontalni strugKontrolni inženjering je da se prvo uspostavi pojednostavljeni model što je moguće linearniji, a zatim se na osnovu toga dobiju približne karakteristike sistema. Ako je potrebno, koristite složenije modele za dalja istraživanja. Ova metoda istraživanja aproksimacije korak po korak je uobičajena metoda u inženjerstvu. Matematički modelCNC horizontalni sistem upravljanja strugomnisu svi bogati kontrolni sistemi koji se mogu linearizirati. Za neke sisteme sa jakom nelinearnošću, bolje je koristiti nelinearne istraživačke metode za njihovo rješavanje.
Trenutno, standardi preciznosti obrade CNC horizontalnih strugova koje je formulirala industrija imaju profesionalne standarde za CNC centre za obradu stolova za podizanje horizontalnih strugova. Standard predviđa da je tačnost pozicioniranja njegovih koordinata linearnog kretanja 0,04/300 mm, tačnost ponavljanja 0,025 mm, a tačnost glodanja 0,035 mm. U stvari, fabrička tačnost alatne mašine ima značajnu marginu, koja je oko 20% manja od vrednosti greške dozvoljene industrijskim standardom. Stoga, iz perspektive odabira točnosti obrade, obični CNC horizontalni strugovi mogu zadovoljiti potrebe obrade većine dijelova. Za dijelove s većim zahtjevima za preciznošću treba razmotriti precizni CNC horizontalni strug.
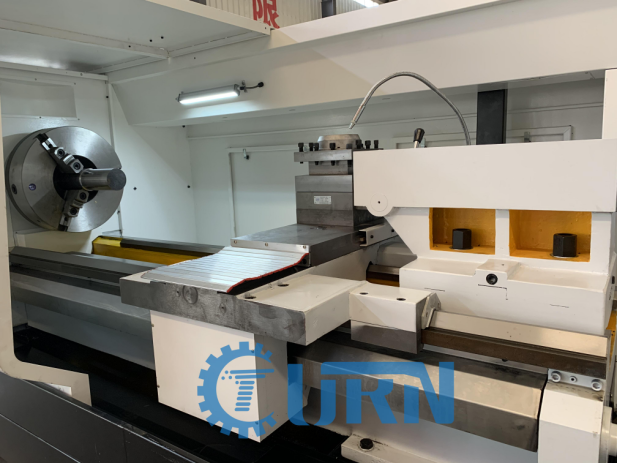
CNC horizontalni strug se uglavnom sastoji od glave, okvira brusnog toka, stražnje šipke i radnog stola u proizvodnom procesu. CNC obradni ležaj koristi velike okrugle rupe i rebra u obliku peraja morskog psa. Nakon dugotrajne upotrebe, alatni stroj ima dobru dinamičku i statičku krutost. The table ofCNC horizontalni strugmože se podijeliti na gornji i donji stol za brušenje stožaste površine. Osnova alatne mašine i vodilica radnog stola izrađeni su od plastične vodilice, sa malim koeficijentom trenja. Radni sto se direktno pokreće servo motorom kako bi se kuglični vijak pomicao, a kretanje je stabilno i pouzdano. Linearna brzina brusnog točka CNC horizontalnog struga je manja od 35m/s, a ukupna efikasnost brušenja je visoka kada se koristi. Ležaj brusne glave je trodelni hidrodinamički ležaj sa velikim uglom omotača i visokom preciznošću rotacije.
Vrijeme objave: 19.05.2022